Hoop house rib extension
The project that pushed me over the edge to realize my dream of learning how to weld was a humble one: butt welding an extension onto the 1 inch square steel tubing for the ribs that will support my new hoop house workshop. Since this is thin wall tubing, this joint represents some challenges, especially for a beginner. That is one reason I decided to opt for the TIG process, due to its superior control of the arc and filler metal deposition.
It is easy to burn holes in thin wall metal tubing, and even if successfully welded, the joint may not be as strong as the adjacent tubing. Achieving adequate penetration while avoiding burn-through requires a delicate balance between too much and too little. Even more experienced welders may find this task difficult.
Increasing the thickness of the metal at the weld would help, and one way to do that is with a sleeve inside the tubing. This will act as a thicker base to which you can weld the thin wall tubing, achieving proper penetration on the tubing without burning through the sleeve metal underneath. Here is a diagram showing the details of the sleeve and the butt weld: 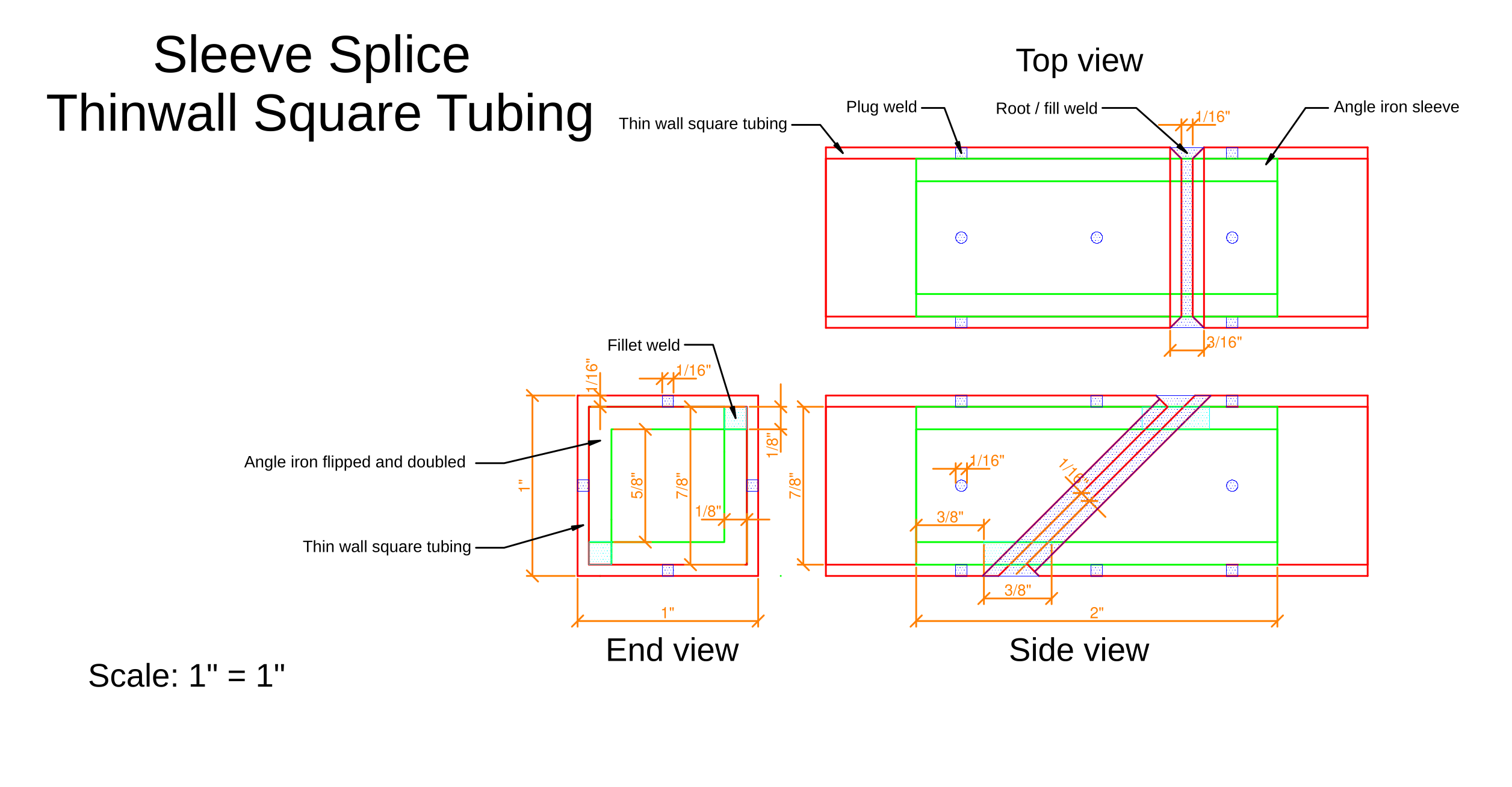
This weld design incorporates several advanced features:
- The butt weld is angled at 45 degrees to distribute the stress over a longer joint and larger area.
- The butt weld leaves a 1/16 inch gap to guarantee penetration of the weld into both the sleeve and the tubing.
- The plug welds on opposite sides of the weld on all four faces of the tubing further anchor the sleeve within the tubing.
- The 1/8 inch angle iron sleeve should be thick enough to allow even SMAW (stick) welding, which will be advantageous since the weld must be completed outdoors.
Since it is difficult to find telescoping tubing sizes, especially for thin wall tubing, the 3/4 inch x 1/8 inch angle iron must be paired in two mirror images to make the square insert as shown in the drawing. These angle pieces can be tack welded together to preserve their alignment.
Note that a full fillet weld will be necessary where the butt weld intersects the corners of the tubing. This area is shown in the drawing as the 3/8 inch segment that is 3/8 inch from the sleeve ends. Filling this gap in the angle iron joint will provide consistent backing metal for the butt weld at the corners.